Anpassade tjänster för svetsning av plåt i Kina Leverantör
Enhance your project with our Custom Sheet Metal Welding Services, offered by Maskinbearbetning offert China Supplier. We leverage advanced technology and skilled craftsmanship to deliver durable and precise metal components tailored to your requirements.


För- och nackdelar med metallsvetsdelar
| Fördelar | Nackdelar |
|---|---|
| Strukturell integritet | Krav på precision |
| Ger exceptionellt starka och hållbara fogar som är idealiska för kritiska lastbärande applikationer. | Kräver hög precision i utförandet; mindre fel kan äventyra konstruktionens integritet. |
| Flexibilitet i designen | Termisk distorsion |
| Gör det möjligt att sammanfoga komplexa former och mönster, vilket utökar de kreativa möjligheterna. | Värme från svetsning kan orsaka skevhet eller distorsion, vilket kräver noggrann planering för att motverka detta. |
| Ekonomisk för massproduktion | Specialiserad utrustning behövs |
| Kostnadseffektiv för storskalig produktion tack vare lägre materialkostnader och möjlighet till automatisering. | Kräver investeringar i specifik svetsutrustning och underhåll som kan vara kostsamt. |
| Sömlös finish | Materiella känsligheter |
| Kan ge en jämn och ren yta som förbättrar produktens estetiska tilltal. | Alla material är inte svetsbara; vissa kan kräva speciella tekniker eller kan inte svetsas alls. |
| Hållbarhet vid sammanfogning av olikartade metaller | Inspektions- och testkrav |
| Kan sammanfoga olika metaller på ett effektivt sätt, vilket kan vara avgörande i konstruktioner med flera material. | Svetsar kräver ofta noggranna inspektioner och tester för att säkerställa att de uppfyller säkerhets- och kvalitetsstandarder. |
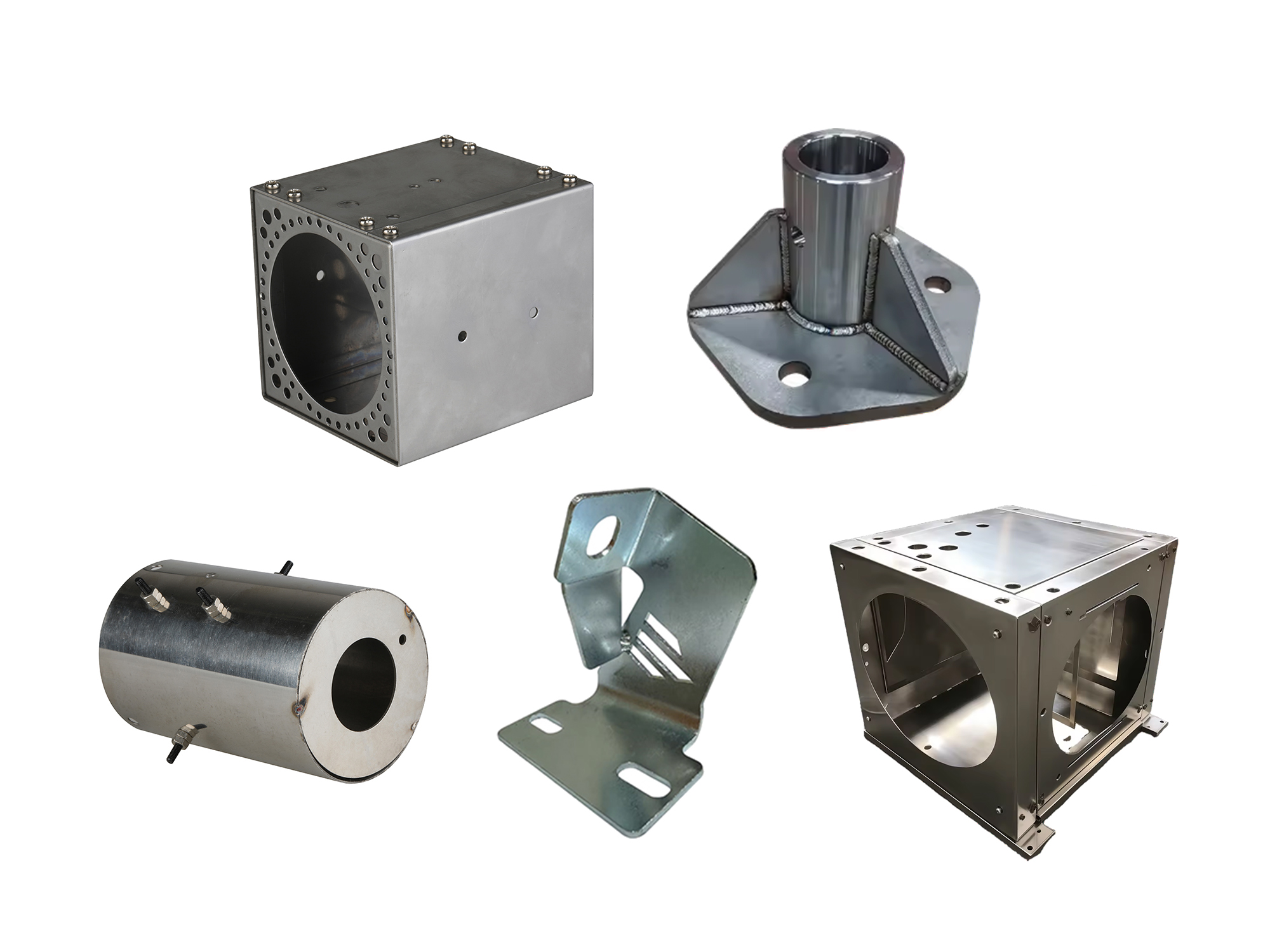
Delar och produkter för precisionssvetsning av metall
Precisionssvetsning av metall gör att dina produkter kan uppfylla de höga krav som ställs i avancerade applikationer och säkerställer att delar och produkter fungerar som förväntat under kritiska förhållanden.
Olika typer av metallsvetsning
Metallsvetsning är en grundläggande teknik inom tillverkning och konstruktion, med flera olika typer som passar för olika tillämpningar och materialtyper. Här följer en översikt över de vanligaste svetsprocesserna:
Material för plåtsvetsning
Aluminium
Aluminium är en lätt, korrosionsbeständig metall som är idealisk för applikationer som kräver ett högt förhållande mellan styrka och vikt och god värmeledningsförmåga. Det är lätt att bearbeta och används i stor utsträckning inom flyg-, fordons- och konsumentelektronik. Vanliga typer av aluminiumlegeringar som 6061 och 7075 erbjuder förbättrade mekaniska egenskaper, t.ex. förbättrad seghet och hårdhet.
- Pris: $$
- Ledtid: 10 dagar
- Väggens tjocklek: 0,75 mm
- Toleranser:+/-0,125 mm (±0,005″)
- Max delstorlek: 200 x 80 x 100 cm

Koppar
Koppar har en hög ledningsförmåga för både värme och elektricitet, vilket gör den populär i elektriska applikationer, värmeväxlare och fordonsdelar. Det är relativt lätt att bearbeta och ger en unik kombination av formbarhet, styrka och värmeledningsförmåga. Dess naturliga korrosionsbeständighet och estetiska tilltal gör det också till ett utmärkt material för dekorativa tillämpningar.
- Pris: $$$
- Ledtid: =10 dagar
- Väggens tjocklek: 0,75 mm
- Toleranser: plusmn; 0,125 mm (± 0,005 ″)
- Max delstorlek: 200 x 80 x 100 cm

Mässing
Mässing är en legering av koppar och zink som är känd för sin bearbetbarhet och korrosionsbeständighet. Den används ofta till dekorativa föremål, VVS-armaturer, elektriska komponenter och musikinstrument. Mässing ger en balans mellan styrka och duktilitet och kan enkelt bearbetas till komplexa former.
- Pris: $$$
- Ledtid: < 10 dagar
- Väggens tjocklek: 0,75 mm
- Toleranser: ±0,125 mm (±0,005″)
- Max delstorlek: 200 x 80 x 100 cm

Rostfritt stål
Rostfritt stål är känt för sin korrosionsbeständighet och styrka. Det används ofta i livsmedelsbearbetningsutrustning, medicintekniska produkter och allmän metalltillverkning. Rostfria stållegeringar, som 304 och 316, erbjuder en bra balans mellan korrosionsbeständighet, bearbetbarhet och kostnadseffektivitet. Det är ett mångsidigt material som passar för ett brett spektrum av applikationer.
- Pris: $$
- ?ledtid: < 10 dagar
- ?väggtjocklek: 0,75 mm
- ?toleranser: ±0,125 mm (±0,005″)
- Max delstorlek:200 x 80 x 100 cm

Titan
Titan är känt för sin exceptionella styrka, låga vikt och höga korrosionsbeständighet. Det används ofta inom flyg- och rymdindustrin, medicinska implantat och högpresterande fordonstillämpningar. Titan är svårt att bearbeta men har överlägsna mekaniska egenskaper och ett mycket högt förhållande mellan styrka och vikt, vilket gör det idealiskt för avancerade tekniska tillämpningar.
- Pris: $$$$$
- ?ledtid: < 10 dagar
- ?väggtjocklek: 0,75 mm
- ?toleranser: ±0,125 mm (±0,005″)
- Max delstorlek: 200 x 80 x 100 cm

Svetsprocess för plåt: Anpassning och support
Plåtsvetsning för special- och stödkonstruktioner kräver en blandning av kvalificerad arbetskraft, exakt utrustning och noggrann planering. Oavsett om det handlar om att skapa ett unikt specialstycke eller massproducera komponenter måste svetsprocessen anpassas för att uppfylla specifika krav samtidigt som höga standarder för kvalitet och funktionalitet upprätthålls.
| Etapp | Beskrivning |
|---|---|
| Designkonsultation | Samarbete mellan ingenjörer och konstruktörer för att säkerställa att svetsprocessen uppfyller konstruktions- och funktionsbehoven. |
| Val av material | Välja lämplig typ av plåt utifrån projektets estetiska och strukturella krav. |
| Prototyptillverkning | Skapande av inledande prototyper för att testa svetsspecifikationer och justera konstruktionen före fullskalig produktion. |
| Förberedelser för installation | Montering av specialiserad utrustning eller fixturer för att tillgodose unika former, storlekar eller mönster. |
| Utförande av svetsning | Genomför svetsprocessen och säkerställer precision och efterlevnad av designspecifikationer. Spänning: 10-35V, strömstyrka: 50-250A, trådhastighet (MIG): 100-400 IPM |
| Hantering av värme | Implementering av strategier för att hantera värmetillförsel och -fördelning för att undvika skevhet och säkerställa integritet. Flödeshastighet för gas: 15-25 l/min, rörelsehastighet: 8-12 tum per minut |
| Kvalitetskontroll | Inspektera och testa svetsade fogar med avseende på styrka, utseende och överensstämmelse med standarder. |
| Behandling efter svetsning | Tillämpning av behandlingar som avspänning eller värmebehandling för att förbättra mekaniska egenskaper och minska spänningar. |
Efterbearbetningstjänster för stansade delar av plåt
Korrekt efterbearbetning förbättrar inte bara den svetsade produktens utseende utan ökar också dess prestanda och livslängd avsevärt.
Värmebehandlingar
Spänningsavlastande: Minskar restspänningarna i svetsområdet för att förbättra de mekaniska egenskaperna och förhindra distorsion.
Glödgning: Mjukar upp metallen, vilket gör den mer lättarbetad och ökar dess formbarhet.
Härdning och anlöpning: Ökar metallens hårdhet och hållfasthet, följt av anlöpning för att uppnå önskad seghet.