中国定制钣金焊接服务供应商
Enhance your project with our Custom Sheet Metal Welding Services, offered by 加工报价 China Supplier. We leverage advanced technology and skilled craftsmanship to deliver durable and precise metal components tailored to your requirements.


金属焊接件的优缺点
| 优势 | 缺点 |
|---|---|
| 结构完整性 | 精度要求 |
| 接头异常坚固耐用,是关键承重应用的理想选择。 | 对执行精度要求很高,稍有差错就会影响结构的完整性。 |
| 设计灵活性 | 热变形 |
| 可连接复杂的形状和设计,拓展创意的可能性。 | 焊接产生的热量可能会导致翘曲或变形,需要仔细规划才能缓解。 |
| 批量生产的经济性 | 所需专用设备 |
| 由于材料成本较低和自动化的潜力,大规模生产具有成本效益。 | 需要对特定的焊接设备进行投资和维护,成本可能很高。 |
| 无缝表面处理 | 材料敏感性 |
| 可实现光滑整洁的表面效果,增强产品的美感。 | 并非所有材料都可以焊接;有些材料可能需要特殊技术,或者根本无法焊接。 |
| 异种金属连接的耐久性 | 检查和测试要求 |
| 能有效连接不同的金属,这在多材料设计中至关重要。 | 焊接通常需要严格的检查和测试,以确保其符合安全和质量标准。 |
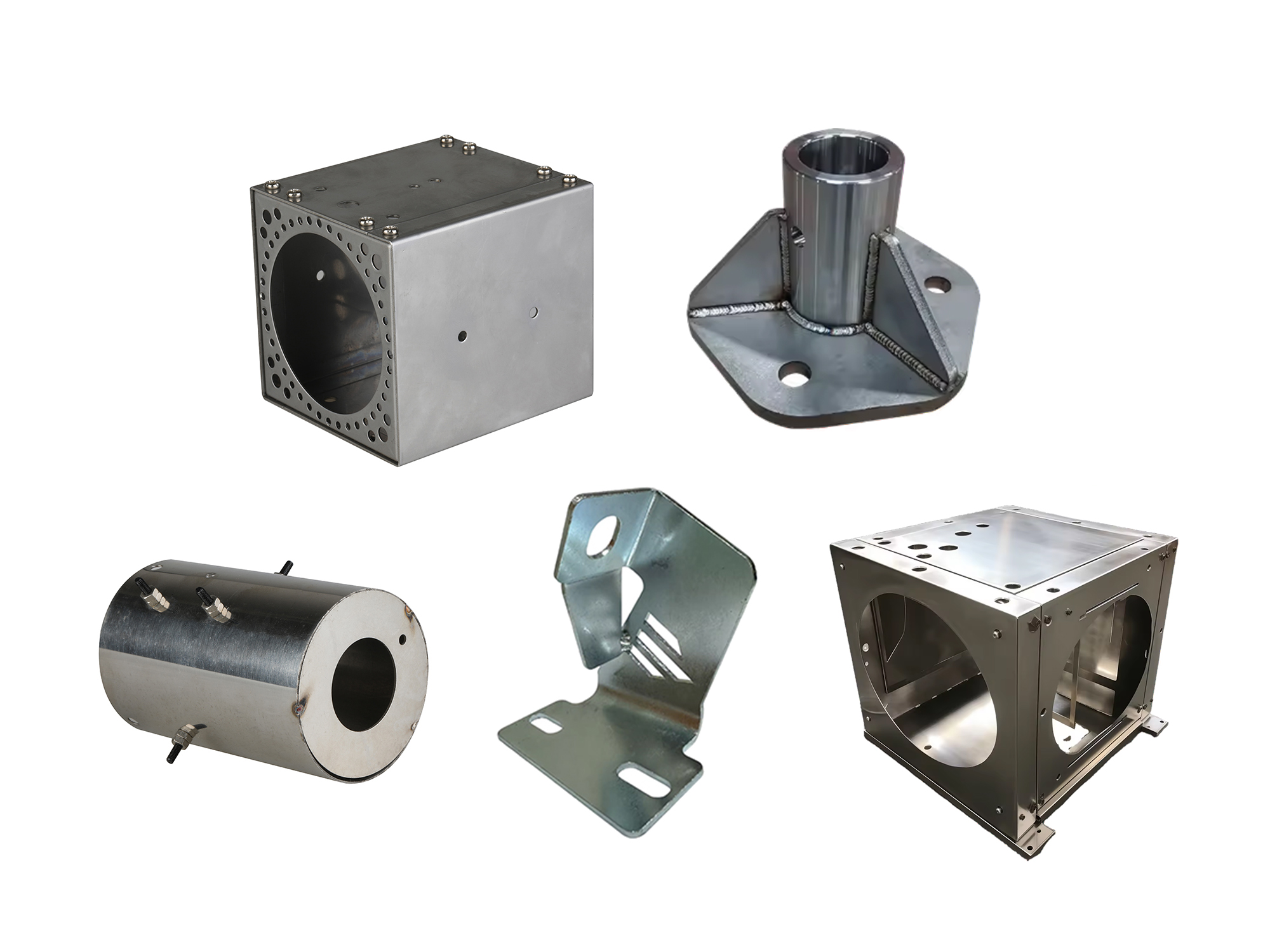
精密金属焊接部件和产品
精密金属焊接可使您的产品达到先进应用所要求的高标准,确保部件和产品在关键条件下发挥预期性能。
金属焊接的类型
金属焊接是制造和建筑领域的一项基本技术,有多种类型适用于不同的应用和材料类型。以下是最常见的焊接工艺概述:
金属薄板焊接材料
铝质
铝是一种重量轻、耐腐蚀的金属,非常适合需要高强度重量比和良好导热性的应用。它易于加工,广泛应用于航空航天、汽车和消费电子产品。6061 和 7075 等常见类型的铝合金具有更强的机械性能,如更高的韧性和硬度。
- 价格 $$
- 交货时间: 10 天
- 壁厚 0.75 毫米
- 公差:+/-0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

铜
铜具有很强的导热性和导电性,因此在电气应用、热交换器和汽车零件中很受欢迎。铜比较容易加工,具有独特的延展性、强度和导热性。其天然的耐腐蚀性和美观性也使其成为装饰应用的首选材料。
- 价格 $$$
- 交货时间: =10 天
- 壁厚 0.75 毫米
- 公差: plusmn;0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

黄铜
黄铜是一种铜锌合金,以其可加工性和耐腐蚀性而闻名。它常用于装饰品、管道装置、电器元件和乐器。黄铜在强度和延展性之间取得了平衡,可以很容易地加工成复杂的形状。
- 价格 $$$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

不锈钢
不锈钢以其耐腐蚀性和强度而闻名。它广泛应用于食品加工设备、医疗器械和一般金属加工。304 和 316 等不锈钢合金在耐腐蚀性、可加工性和成本效益之间取得了良好的平衡。这种材料用途广泛,适用于各种应用。
- 价格: $$
- 交货时间: < 10 天
- 壁厚: 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大部件尺寸:200 x 80 x 100 厘米

钛
钛以其卓越的强度、轻质和高耐腐蚀性而著称。它常用于航空航天、医疗植入物和高性能汽车应用。钛的加工难度很大,但它具有优异的机械性能和极高的强度重量比,是先进工程应用的理想材料。
- 价格: $$$$$
- 交货时间: < 10 天
- 壁厚: 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大部件尺寸: 200 x 80 x 100 厘米

金属板焊接工艺:定制和支持
定制和支撑结构的金属板焊接需要熟练的劳动力、精密的设备和周密的计划。无论是制作一次性定制部件还是批量生产部件,焊接工艺都必须在保持高质量和高功能性标准的同时满足特定要求。
| 舞台 | 说明 |
|---|---|
| 设计咨询 | 工程师和设计师之间的合作,确保焊接工艺符合设计和功能需求。 |
| 材料选择 | 根据项目的美学和结构要求,选择合适的金属板类型。 |
| 原型设计 | 创建初始原型,以测试焊接规格,并在全面生产前调整设计。 |
| 设置准备 | 组装专用设备或固定装置,以适应独特的形状、尺寸或设计。 |
| 焊接执行 | 执行焊接过程,确保精度并遵守设计规范。电压:10-35V,安培数:50-250A,焊丝速度(MIG):100-400 IPM:50-250A,焊丝速度(MIG):100-400 IPM |
| 热量管理 | 实施热量输入和分配管理策略,以避免翘曲并确保完整性。气体流量:15-25 升/分钟15-25 升/分钟,移动速度:8-12 英寸/分钟 |
| 质量控制 | 检查和测试焊接接头的强度、外观和是否符合标准。 |
| 焊接后处理 | 进行应力消除或热处理等处理,以改善机械性能和减少应力。 |
钣金冲压件后处理服务
适当的后处理不仅能提升焊接产品的外观,还能显著提高其性能和使用寿命。
热处理
消除应力:减少焊接区域的残余应力,提高机械性能,防止变形。
退火软化金属,使其更易于加工并增强其延展性。
淬火和回火:提高金属的硬度和强度,然后进行回火以达到所需的韧性。