Kuparin mukautetut työstöratkaisut
Koe kuparin kestävyys erikoistuneilla koneistuspalveluillamme. Kuparin luonnollinen korroosionkestävyys tekee siitä täydellisen valinnan merenkulku-, LVI- ja ulkokäyttöön, mikä varmistaa, että osat kestävät kovia olosuhteita.
Kuparikoneistettujen osien rajoitukset ja edut
| Kupariseos | Edut | Rajoitukset |
|---|---|---|
| C11000 (ETP-kupari) | Korkea sähkön- ja lämmönjohtavuus, hyvä sitkeys, korroosionkestävyys. | Pehmeä, altis muodonmuutoksille rasituksen alaisena. |
| C10100 (hapeton kupari) | Erittäin korkea puhtaus, erinomainen sähkön- ja lämmönjohtavuus korkean teknologian sovelluksiin. | Pehmeä, ei sovellu kantaviin sovelluksiin. |
| C36000 (vapaasti leikkaava messinki) | Erinomainen työstettävyys, hyvä lujuus, sopii monimutkaisiin osiin. | Alhaisempi johtavuus, lyijypitoisuus voi rajoittaa käyttöä. |
| Kupari 145 (Telluurikupari) | Erinomainen työstettävyys, hyvä johtavuus, sopii monimutkaisiin sähkökomponentteihin. | Hieman alhaisempi johtavuus kuin puhdas kupari. |
| C17200 (berylliumkupari) | Korkea lujuus, kovuus, väsymiskestävyys ja hyvä sähkönjohtavuus. | Kalliita, vaikeammin työstettäviä, myrkyllistä käsittelyä vaativia. |
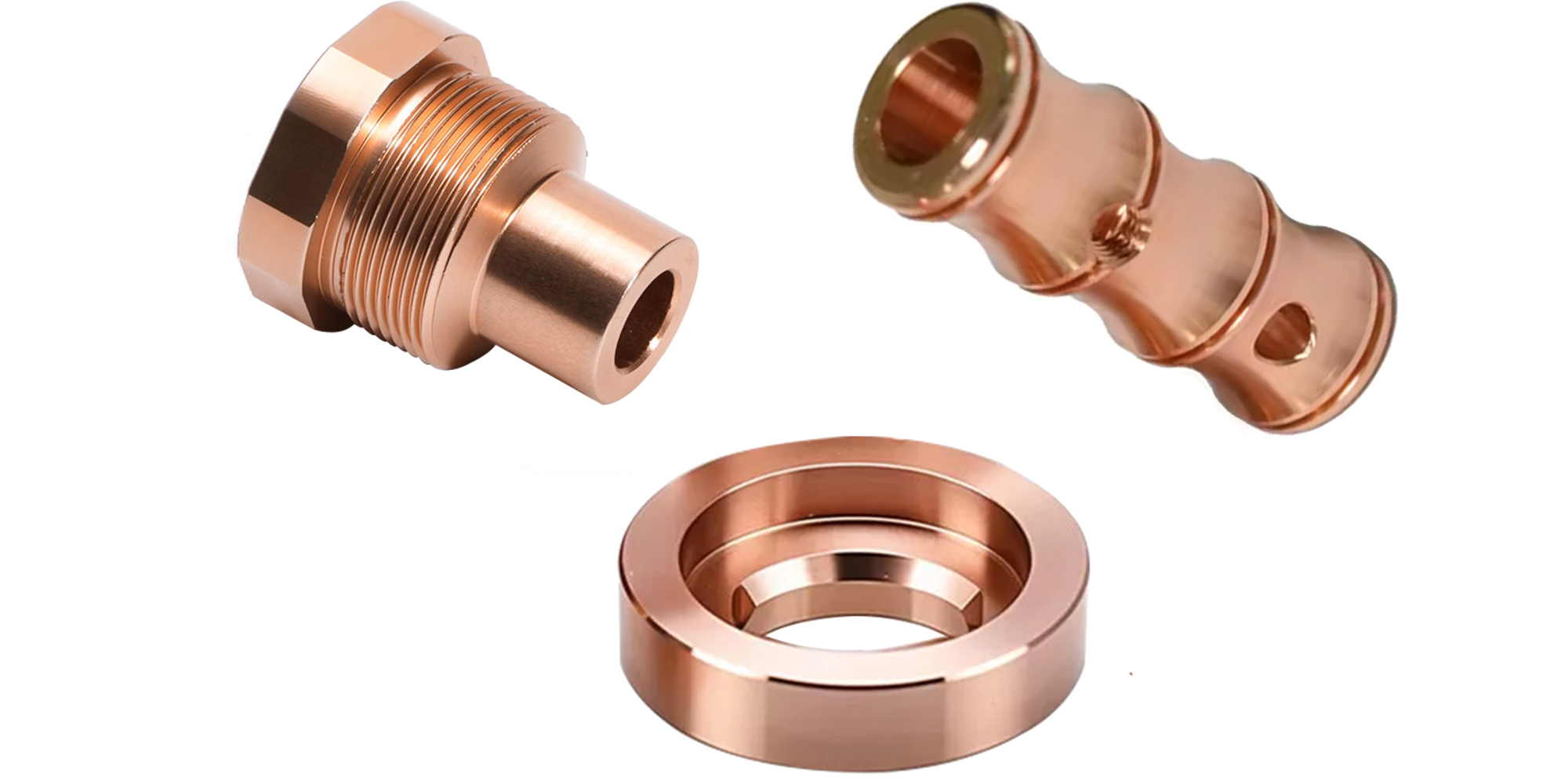
Kuparista valmistetut osat ja tarvikkeet
Kuparin osien CNC-työstö on yleistä eri teollisuudenaloilla, koska kupari on erinomainen sähkön- ja lämmönjohtavuus sekä hyvä korroosionkestävyys.
Kupariseosten kemiallinen koostumus
Koneistus lainaus provides a quick reference to the key chemical elements in each bronze alloy and highlights how these elements influence the alloy’s properties, which are crucial considerations for engineers and designers in selecting the right material for CNC machining projects.
| Kupariseos | Pääasiallinen koostumus | Vähäiset elementit |
|---|---|---|
| C11000 (ETP-kupari) | 99.9% Cu | 0,04% O2 |
| C10100 (hapeton kupari) | 99.99% Cu | Hivenaineet |
| C36000 (vapaasti leikkaava messinki) | 61,5% Cu, 35,5% Zn | 3% Pb |
| Kupari 145 (Telluurikupari) | 99.5% Cu | 0,5% Te |
| C17200 (berylliumkupari) | 97.8% Cu | 1.9% Be |
Kupariseosten tärkeimmät mekaaniset ominaisuudet
Nämä ominaisuudet ovat olennaisen tärkeitä valittaessa pronssiseosta tiettyihin CNC-työstöprojekteihin, sillä ne vaikuttavat suoraan työstöprosessiin, työstettyjen osien suorituskykyyn ja niiden soveltuvuuteen erilaisiin ympäristöihin tai mekaanisiin rasituksiin.
| Kupariseos | Vetolujuus | Myötölujuus | Venymä | Kovuus | Sähkönjohtavuus | Lämmönjohtavuus | Väsymislujuus |
|---|---|---|---|---|---|---|---|
| C11000 (ETP-kupari) | 32,000 psi | 10,000 psi | 45% | 45 HRB | 101% IACS | 390 W/mK | 70 MPa |
| C10100 (hapeton kupari) | 32,000 psi | 10,000 psi | 40% | 45 HRB | 101% IACS | 390 W/mK | 70 MPa |
| C36000 (vapaasti leikkaava messinki) | 58,000 psi | 45,000 psi | 15% | B80 | 26% IACS | 120 W/mK | 100 MPa |
| Kupari 145 (Telluurikupari) | 49,000 psi | 39,000 psi | 20% | B40-90 | 90% IACS | 200 W/mK | 90 MPa |
| C17200 (berylliumkupari) | 150,000 psi | 110,000 psi | 5% | C36 | 22% IACS | 105 W/mK | 250 MP |
Erilaiset CNC-työstön tyypit Kupari
Machining Quote nostaa kuparin CNC-työstön uusiin ulottuvuuksiin tarjoamalla räätälöityjä CNC-sorvaus- ja CNC-jyrsintäratkaisuja, jotka antavat sinulle, suunnittelu- ja suunnittelukumppanillemme, mahdollisuuden ylittää innovaation ja tarkkuuden rajat.
CNC-sorvaus
CNC-sorvauskeskuksissamme kupari muokataan huolella vastaamaan tarkimpia vaatimuksia. Käytämme kehittyneitä sorvaustekniikoita, jotka mahdollistavat erittäin tarkan työstön, joka on ratkaisevan tärkeää sovelluksissa, joissa vaaditaan pieniä toleransseja ja huipputehokkaita tuloksia.
CNC-jyrsintä
Astu komponenttien valmistuksen tulevaisuuteen CNC-jyrsintäpalveluillamme, joissa monimutkaiset 3D-geometriat heräävät henkiin. Tiukat laatuprotokollamme takaavat erien yhdenmukaisuuden, olipa kyse prototyypeistä tai tuotantoeristä.
Pintakäsittelyt CNC-kupariosille
CNC-työstetyt kupariosat voidaan viimeistellä erilaisilla pintakäsittelyillä niiden ulkonäön, toimivuuden tai kestävyyden parantamiseksi. Seuraavassa on yksinkertainen kuvaus CNC-kupariosien yleisimmistä pintakäsittelyistä:
Helpoiten työstettäväksi kupariksi tunnustetaan yleisesti Copper 110, joka tunnetaan myös nimellä Electrolytic Tough Pitch (ETP) Copper. Sen IACS-johtavuus on 100%, se on erittäin sitkeää eikä niin kovaa kuin muut kupariseokset, joten sitä on helpompi leikata ja muotoilla CNC-työstömenetelmillä. Tämä tekee Copper 110:stä suositun valinnan teollisuudenaloilla, joilla vaaditaan suurta tarkkuutta ja helppoa työstettävyyttä.
Kuparin, erityisesti yleisten seosten, kuten Copper 110:n, CNC-työstössä nopeudet ja syötöt voivat vaihdella työstötyypin, työkalumateriaalin ja erityisasetusten mukaan. Seuraavassa on kuitenkin joitakin yleisiä ohjeita, jotka voivat auttaa sinua aloittamaan CNC-koneen asettamisen kuparin työstöä varten:
Kuparin nopeudet ja syötöt (yleiset suuntaviivat)
Kuparin kääntäminen:
Leikkausnopeus: 600-800 jalkaa minuutissa (ft/min)
Syöttönopeus: 0,004-0,012 tuumaa per kierros (in/rev).
Kuparin jyrsintä:
Leikkausnopeus: 400 - 700 ft/min
Syöttönopeus: 0,002-0,006 tuumaa per hammas (in/hammas).
Huomioon otettavat tekijät
Työkalun materiaali: Karbidityökaluja suositaan yleensä niiden kovuuden ja kulutuskestävyyden vuoksi, mikä mahdollistaa suuremmat leikkuunopeudet ja syötöt.
Jäähdytysneste: Työkalun ylikuumenemisen estämiseksi ja hyvän viimeistelyn varmistamiseksi suositellaan jäähdytysnesteen käyttöä. Kupari on materiaali, jolla on taipumus kehittää paljon lämpöä työstön aikana.
Sirun ohjaus: Hyvät lastunhallintakäytännöt ovat ratkaisevan tärkeitä, koska kupari on sitkeää materiaalia ja voi tuottaa pitkiä, säikeisiä lastuja.
Suositukset
Aloita varovaisilla nopeuksilla ja lisää niitä vähitellen työkalun kulumisen ja halutun pintakäsittelyn perusteella.
Tarkista säännöllisesti työkalun kuluminen ja säädä leikkausparametrit työkalun käyttöiän ja viimeistelyn optimoimiseksi.
Katso aina työkalun valmistajan suositukset, joista saat tarkat tiedot eri työkalutyyppien ja kupariseosten nopeuksista ja syötöistä.
Nämä parametrit toimivat lähtökohtana. On tärkeää optimoida ne CNC-koneesi, työkalujen asetusten ja kupariseoksen ominaisuuksien perusteella. Säädöt saattavat olla tarpeen reaaliaikaisten havaintojen ja tulosten perusteella työstöprosessin aikana.