Niestandardowe rozwiązania w zakresie obróbki miedzi
Doświadcz trwałości miedzi dzięki naszym specjalistycznym usługom obróbki skrawaniem. Naturalna odporność miedzi na korozję sprawia, że jest to idealny wybór do zastosowań morskich, hydraulicznych i zewnętrznych, zapewniając częściom odporność na trudne warunki.
Ograniczenia i zalety części wykonanych z miedzi
| Stop miedzi | Zalety | Ograniczenia |
|---|---|---|
| C11000 (miedź ETP) | Wysoka przewodność elektryczna i cieplna, dobra ciągliwość, odporność na korozję. | Miękkie, podatne na odkształcenia pod wpływem naprężeń. |
| C10100 (miedź beztlenowa) | Bardzo wysoka czystość, doskonała przewodność elektryczna i cieplna do zastosowań zaawansowanych technologicznie. | Miękkie, nieodpowiednie do zastosowań nośnych. |
| C36000 (mosiądz swobodnie tnący) | Doskonała obrabialność, dobra wytrzymałość, odpowiednia do skomplikowanych części. | Niższa przewodność, zawartość ołowiu może ograniczać zastosowanie. |
| Miedź 145 (miedź tellurowa) | Doskonała skrawalność, dobra przewodność, odpowiednia do skomplikowanych elementów elektrycznych. | Nieco niższa przewodność niż w przypadku czystej miedzi. |
| C17200 (miedź berylowa) | Wysoka wytrzymałość, twardość, odporność na zmęczenie i dobre przewodnictwo elektryczne. | Drogie, trudniejsze w obróbce, wymagają toksycznej obsługi. |
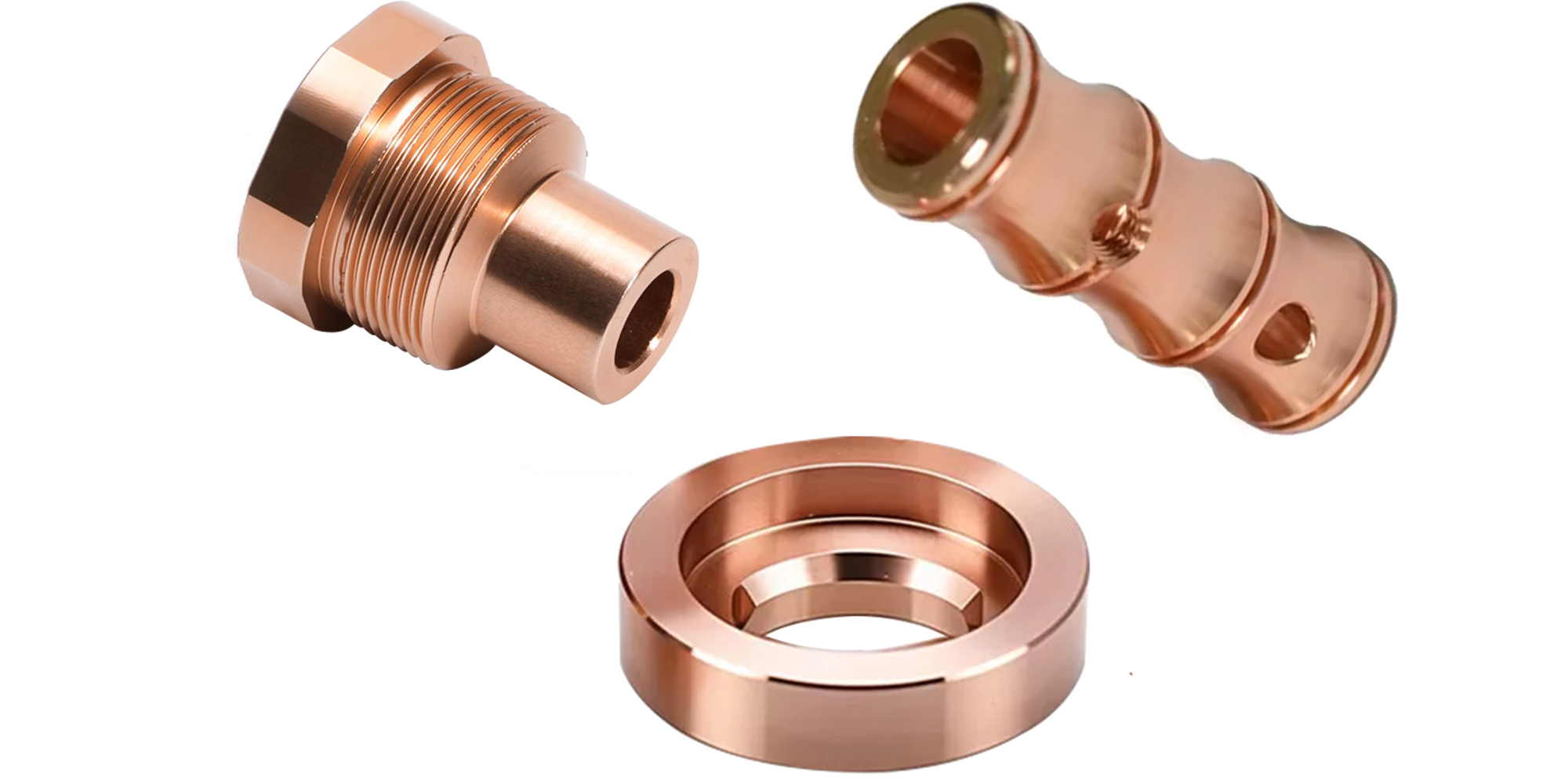
Niestandardowe części i akcesoria miedziane
Obróbka CNC części miedzianych jest powszechna w różnych gałęziach przemysłu ze względu na doskonałą przewodność elektryczną i cieplną miedzi, a także jej dobrą odporność na korozję.
Skład chemiczny stopów miedzi
Wycena obróbki skrawaniem provides a quick reference to the key chemical elements in each bronze alloy and highlights how these elements influence the alloy’s properties, which are crucial considerations for engineers and designers in selecting the right material for CNC machining projects.
| Stop miedzi | Główny skład | Drobne elementy |
|---|---|---|
| C11000 (miedź ETP) | 99.9% Cu | 0.04% O2 |
| C10100 (miedź beztlenowa) | 99.99% Cu | Pierwiastki śladowe |
| C36000 (mosiądz swobodnie tnący) | 61,5% Cu, 35,5% Zn | 3% Pb |
| Miedź 145 (miedź tellurowa) | 99.5% Cu | 0.5% Te |
| C17200 (miedź berylowa) | 97.8% Cu | 1.9% Be |
Kluczowe właściwości mechaniczne stopów miedzi
Właściwości te mają zasadnicze znaczenie przy wyborze stopu brązu do konkretnych projektów obróbki CNC, ponieważ bezpośrednio wpływają na proces obróbki, wydajność obrabianych części i ich przydatność do różnych środowisk lub naprężeń mechanicznych.
| Stop miedzi | Wytrzymałość na rozciąganie | Wytrzymałość na rozciąganie | Wydłużenie | Twardość | Przewodność elektryczna | Przewodność cieplna | Wytrzymałość zmęczeniowa |
|---|---|---|---|---|---|---|---|
| C11000 (miedź ETP) | 32 000 psi | 10 000 psi | 45% | 45 HRB | 101% IACS | 390 W/mK | 70 MPa |
| C10100 (miedź beztlenowa) | 32 000 psi | 10 000 psi | 40% | 45 HRB | 101% IACS | 390 W/mK | 70 MPa |
| C36000 (mosiądz swobodnie tnący) | 58 000 psi | 45 000 psi | 15% | B80 | 26% IACS | 120 W/mK | 100 MPa |
| Miedź 145 (miedź tellurowa) | 49 000 psi | 39 000 psi | 20% | B40-90 | 90% IACS | 200 W/mK | 90 MPa |
| C17200 (miedź berylowa) | 150 000 psi | 110 000 psi | 5% | C36 | 22% IACS | 105 W/mK | 250 MP |
Różne rodzaje obróbki CNC miedzi
W Machining Quote podnosimy obróbkę CNC miedzi na nowy poziom, oferując dostosowane rozwiązania w zakresie toczenia CNC i frezowania CNC, które umożliwiają naszym partnerom inżynieryjnym i projektowym przekraczanie granic innowacji i precyzji.
Toczenie CNC
W naszych centrach tokarskich CNC miedź jest poddawana skrupulatnej obróbce, aby spełnić najbardziej wymagające specyfikacje. Korzystamy z zaawansowanych technik toczenia, które pozwalają na ultraprecyzyjną obróbkę, co ma kluczowe znaczenie w zastosowaniach wymagających niewielkich tolerancji i wysokiej wydajności.
Frezowanie CNC
Wkrocz w przyszłość produkcji komponentów dzięki naszym usługom frezowania CNC, gdzie złożone geometrie 3D ożywają. Nasze rygorystyczne protokoły jakości gwarantują spójność wszystkich partii, zarówno prototypów, jak i serii produkcyjnych.
Wykończenia powierzchni dla miedzianych części CNC
Części miedziane obrabiane CNC mogą być wykończone różnymi rodzajami obróbki powierzchni w celu poprawy ich wyglądu, funkcjonalności lub trwałości. Oto prosty opis typowych wykończeń powierzchni miedzianych części CNC:
Najłatwiejszą w obróbce miedzią jest powszechnie uznawana miedź 110, znana również jako miedź ETP (Electrolytic Tough Pitch). Ma przewodność 100% IACS, jest bardzo plastyczna i nie tak twarda jak inne stopy miedzi, co ułatwia jej cięcie i kształtowanie przy użyciu metod obróbki CNC. Sprawia to, że miedź 110 jest popularnym wyborem w branżach wymagających wysokiej precyzji i łatwości obróbki.
W przypadku obróbki CNC miedzi, zwłaszcza popularnych stopów, takich jak miedź 110, prędkości i posuwy mogą się różnić w zależności od rodzaju operacji obróbki, materiału narzędzia i konkretnej konfiguracji. Poniżej znajduje się jednak kilka ogólnych wskazówek, które mogą pomóc w rozpoczęciu konfiguracji maszyny CNC do obróbki miedzi:
Prędkości i posuwy dla miedzi (ogólne wytyczne)
Obracanie miedzi:
Prędkość cięcia: 600 do 800 stóp na minutę (ft/min)
Prędkość posuwu: 0,004 do 0,012 cala na obrót (in/obr)
Miedź mielona:
Prędkość cięcia: 400 do 700 stóp/min
Prędkość posuwu: 0,002 do 0,006 cala na ząb (cal/ząb)
Czynniki do rozważenia
Materiał narzędzia: Narzędzia z węglików spiekanych są zwykle preferowane ze względu na ich twardość i odporność na zużycie, co pozwala na wyższe prędkości skrawania i posuwy.
Chłodziwo: Zaleca się stosowanie chłodziwa, aby zapobiec przegrzaniu narzędzia i zapewnić dobre wykończenie. Miedź jest materiałem, który ma tendencję do generowania dużej ilości ciepła podczas obróbki.
Kontrola wiórów: Dobre praktyki kontroli wiórów są kluczowe, ponieważ miedź jest materiałem ciągliwym i może wytwarzać długie, żylaste wióry.
Zalecenia
Zacznij od ostrożnych prędkości i stopniowo je zwiększaj w zależności od zużycia narzędzia i pożądanego wykończenia powierzchni.
Regularnie sprawdzaj zużycie narzędzia i dostosowuj parametry cięcia, aby zoptymalizować żywotność narzędzia i wykończenie.
Zawsze należy zapoznać się z zaleceniami producenta narzędzia, aby uzyskać szczegółowe informacje na temat prędkości i posuwów dla różnych typów narzędzi i stopów miedzi.
Parametry te służą jako punkt wyjścia. Niezbędna jest ich optymalizacja w oparciu o konkretne szczegóły maszyny CNC, konfigurację narzędzi i charakterystykę stopu miedzi. Korekty mogą być konieczne w oparciu o obserwacje i wyniki w czasie rzeczywistym podczas procesu obróbki.