Služby přesného obrábění hořčíku
Vyzkoušejte si špičkovou přesnost díky našim pokročilým technikám obrábění hořčíku, které jsou přizpůsobeny přísným požadavkům leteckého, automobilového a technologického průmyslu.
Výhody a nevýhody hořčíkových CNC dílů
| Slitina hořčíku | Klady | Nevýhody | Norma ASTM |
|---|---|---|---|
| AZ31B | Lehké s vysokou pevností; Dobrá svařitelnost a obrobitelnost; Mírná odolnost proti korozi. | Vyšší riziko vznícení; nižší odolnost proti opotřebení; omezený výkon při vysokých teplotách | ASTM B90/B90M |
| AZ91D | Vysoká pevnost a vynikající odlévací vlastnosti; Dobrá odolnost proti korozi; Vhodné pro složité tvary. | Nižší tažnost v porovnání s neodlévanými slitinami; obavy z hořlavosti při obrábění. | ASTM B94 |
| AM60B | Vysoká rázová houževnatost; dobré odlévací vlastnosti; střední pevnost a tvrdost | Nižší odolnost proti tečení; snížená výkonnost při vysokých teplotách | Často spadá pod normu ASTM B90 pro některé formy, ale především se jedná o slitinu bez specifické normy ASTM pro všechny formy. |
| WE43 | Vysoká pevnost, zejména při zvýšených teplotách; Dobrá odolnost proti korozi a svařitelnost; Vhodné pro vysokoteplotní aplikace. | Vyšší náklady na zpracování; obtížnější obrábění | ASTM B80 |
| ZE41 | Vynikající odlévací a mechanické vlastnosti; Dobrá odolnost proti nárazům a korozi; Vhodné pro složité odlitky. | náchylnější k poklesu výkonnosti při vysokých teplotách; relativně nižší pevnost a tvrdost | ASTM B80 |
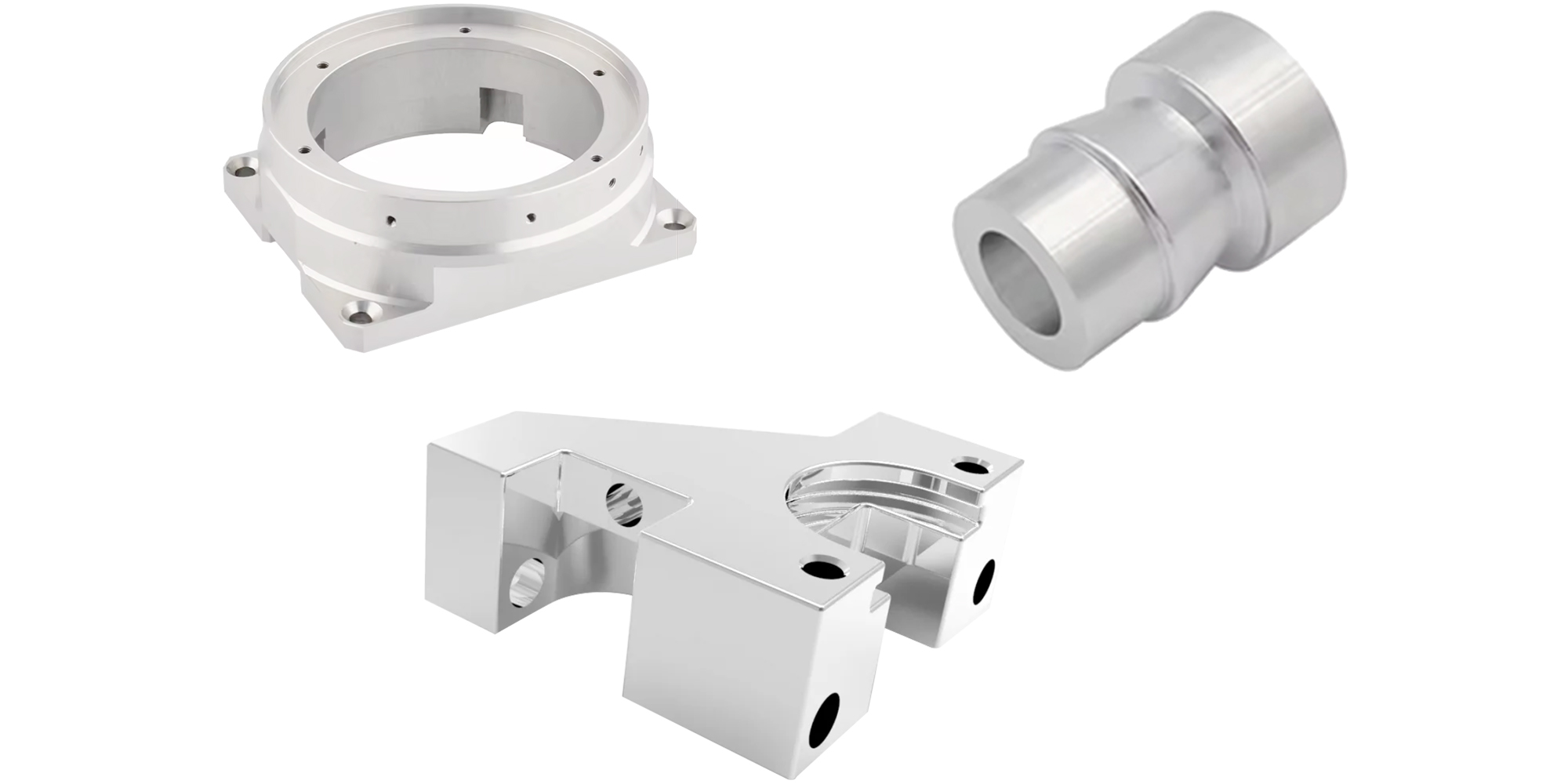
CNC hořčíkové díly a příslušenství
Tyto příklady zdůrazňují klíčovou roli hořčíkových dílů obráběných na CNC při zvyšování výkonu a funkčnosti v různých odvětvích s vysokou poptávkou.
Chemické složení slitin hořčíku
Tato tabulka poskytuje stručný přehled základních legujících prvků v jednotlivých hořčíkových slitinách, což je klíčové pro pochopení jejich základních vlastností a vhodnosti pro různé aplikace v CNC obrábění.
| Slitina hořčíku | Složení |
|---|---|
| AZ31B | Mg-3% Al, 1% Zn, 0,3% Mn |
| AZ91D | Mg-9% Al, 1% Zn, 0,2% Mn |
| AM60B | Mg-6% Al, 0,5% Mn |
| WE43 | Mg-Yttrium vzácné zeminy-Zr |
| ZE41 | Mg-4% Zn, 1% Vzácné zeminy (hlavně cer), 0,7% Zr |
Klíčové mechanické vlastnosti obráběcích slitin
Tato tabulka je vytvořena na základě běžně uváděných údajů pro tyto slitiny, které poskytují spolehlivý základ pro výběr materiálu v inženýrských projektech zahrnujících CNC obrábění hořčíkových slitin.
| Slitina hořčíku | Hustota (g/cm³) | Pevnost v tahu (MPa) | Mez kluzu (MPa) | Prodloužení (%) | Tvrdost (HB) |
|---|---|---|---|---|---|
| AZ31B | 1.78 | 240 | 160 | 15 | 65 |
| AZ91D | 1.81 | 290 | 250 | 3 | 70 |
| AM60B | 1.80 | 235 | 130 | 8 | 60 |
| WE43 | 1.84 | 280 | 180 | 8 | 75 |
| ZE41 | 1.83 | 250 | 140 | 6 | 65 |
Proces CNC obrábění hořčíku
Na Nabídka obrábění, we elevate CNC machining of copper to new heights, offering tailored CNC turning and CNC milling solutions that empower you, our engineering and design partners, to push the boundaries of innovation and precision.
CNC soustružení
CNC soustružení je rychlý a přesný způsob tvarování hořčíku. Při tomto procesu se kov otáčí, zatímco pevný nástroj jej řeže do tvaru. Hořčík je lehký, což nám umožňuje soustružit ho rychle a efektivně. Hořčík se však při řezání může snadno vznítit. Abychom tomu předešli, používáme speciální metody chlazení, které kontrolují teplo a bezpečně manipulují s drobnými třískami, které se z kovu uvolňují.
CNC frézování
CNC frézování vyřezává z bloku hořčíku detailní tvary pomocí rotujících nástrojů. Tato metoda je skvělá pro rychlou tvorbu složitých návrhů, protože hořčík se snadno řeže. Stejně jako při soustružení i u hořčíku hrozí nebezpečí požáru, takže musíme pečlivě hospodařit s teplem. Při frézování používáme chladicí kapaliny, aby vše probíhalo bezpečně a hladce.
Povrchové úpravy pro CNC měděné díly
Povrchové úpravy hořčíkových dílů CNC se značně liší v závislosti na aplikaci, funkčnosti a estetických požadavcích.
Nejsnadněji obrobitelná měď je obecně známá jako měď 110, známá také jako elektrolytická měď (ETP). Má vodivost 100% IACS, je velmi tvárná a není tak tvrdá jako jiné slitiny mědi, což usnadňuje její řezání a tvarování metodami CNC obrábění. Díky tomu je měď 110 oblíbenou volbou v průmyslových odvětvích vyžadujících vysokou přesnost a snadnou obrobitelnost.
Při CNC obrábění mědi, zejména běžných slitin, jako je měď 110, se mohou rychlosti a posuvy lišit v závislosti na typu obrábění, materiálu nástroje a konkrétním nastavení. Zde je však několik obecných pokynů, které vám mohou pomoci začít s nastavením CNC stroje pro obrábění mědi:
Rychlosti a posuvy pro měď (obecné pokyny)
Soustružení mědi:
Rychlost řezání: 600 až 800 stop za minutu (ft/min)
Rychlost podávání: 0,004 až 0,012 palce na otáčku (in/rev)
Frézování mědi:
Řezná rychlost: 400 až 700 ft/min
Rychlost podávání: 0,002 až 0,006 palce na zub (in/zub)
Faktory, které je třeba zvážit
Materiál nástroje: Karbidové nástroje jsou obvykle preferovány pro svou tvrdost a odolnost proti opotřebení, což umožňuje vyšší řezné rychlosti a posuvy.
Chladicí kapalina: Doporučuje se používat chladicí kapalinu, aby se zabránilo přehřátí nástroje a zajistila se dobrá povrchová úprava. Měď je materiál, který má tendenci vytvářet při obrábění velké množství tepla.
Řízení čipů: Jelikož je měď tvárný materiál a může vytvářet dlouhé, vláknité třísky, je zásadní správná kontrola třísek.
Doporučení
Začněte s konzervativními otáčkami a postupně je zvyšujte podle opotřebení nástroje a požadované kvality povrchu.
Pravidelně kontrolujte opotřebení nástroje a upravujte řezné parametry, abyste optimalizovali životnost a povrchovou úpravu.
Konkrétní údaje o rychlostech a posuvech pro různé typy nástrojů a slitiny mědi vždy naleznete v doporučeních výrobce nástroje.
Tyto parametry slouží jako výchozí bod. Je nezbytné je optimalizovat na základě konkrétních údajů o vašem CNC stroji, nastavení nástrojů a charakteristik slitiny mědi. Na základě pozorování a výsledků v reálném čase během obrábění může být zapotřebí provést úpravy.