Präzisionsbearbeitungsdienstleistungen für Magnesium
Erleben Sie Spitzenpräzision mit unseren fortschrittlichen Magnesium-Bearbeitungstechniken, die auf die strengen Anforderungen der Luft- und Raumfahrt-, Automobil- und Technologiebranche zugeschnitten sind.
Vor- und Nachteile von CNC-Teilen aus Magnesium
| Magnesium-Legierung | Profis | Nachteile | ASTM-Norm |
|---|---|---|---|
| AZ31B | Geringes Gewicht bei hoher Festigkeit; gute Schweißbarkeit und Bearbeitbarkeit; mäßige Korrosionsbeständigkeit | Höhere Entzündungsgefahr; geringere Verschleißfestigkeit; begrenzte Hochtemperaturleistung | ASTM B90/B90M |
| AZ91D | Hohe Festigkeit und hervorragende Gießeigenschaften; gute Korrosionsbeständigkeit; geeignet für komplexe Formen | Geringere Duktilität im Vergleich zu Nicht-Guss-Legierungen; Bedenken hinsichtlich der Entflammbarkeit bei der Bearbeitung | ASTM B94 |
| AM60B | Hohe Schlagzähigkeit; gute Gießeigenschaften; mäßige Festigkeit und Härte | Geringere Kriechfestigkeit; geringere Leistung bei hohen Temperaturen | Häufig unter ASTM B90 für einige Formen abgedeckt, aber in erster Linie eine Gusslegierung ohne eine spezifische ASTM-Norm für alle Formen |
| WE43 | Hohe Festigkeit, insbesondere bei erhöhten Temperaturen; gute Korrosionsbeständigkeit und Schweißbarkeit; geeignet für Hochtemperaturanwendungen | Höhere Verarbeitungskosten; schwieriger zu bearbeiten | ASTM B80 |
| ZE41 | Hervorragende gießtechnische und mechanische Eigenschaften; gute Stoß- und Korrosionsbeständigkeit; geeignet für komplexe Gussteile | Anfälliger für Leistungsabfall bei hohen Temperaturen; relativ geringere Festigkeit und Härte | ASTM B80 |
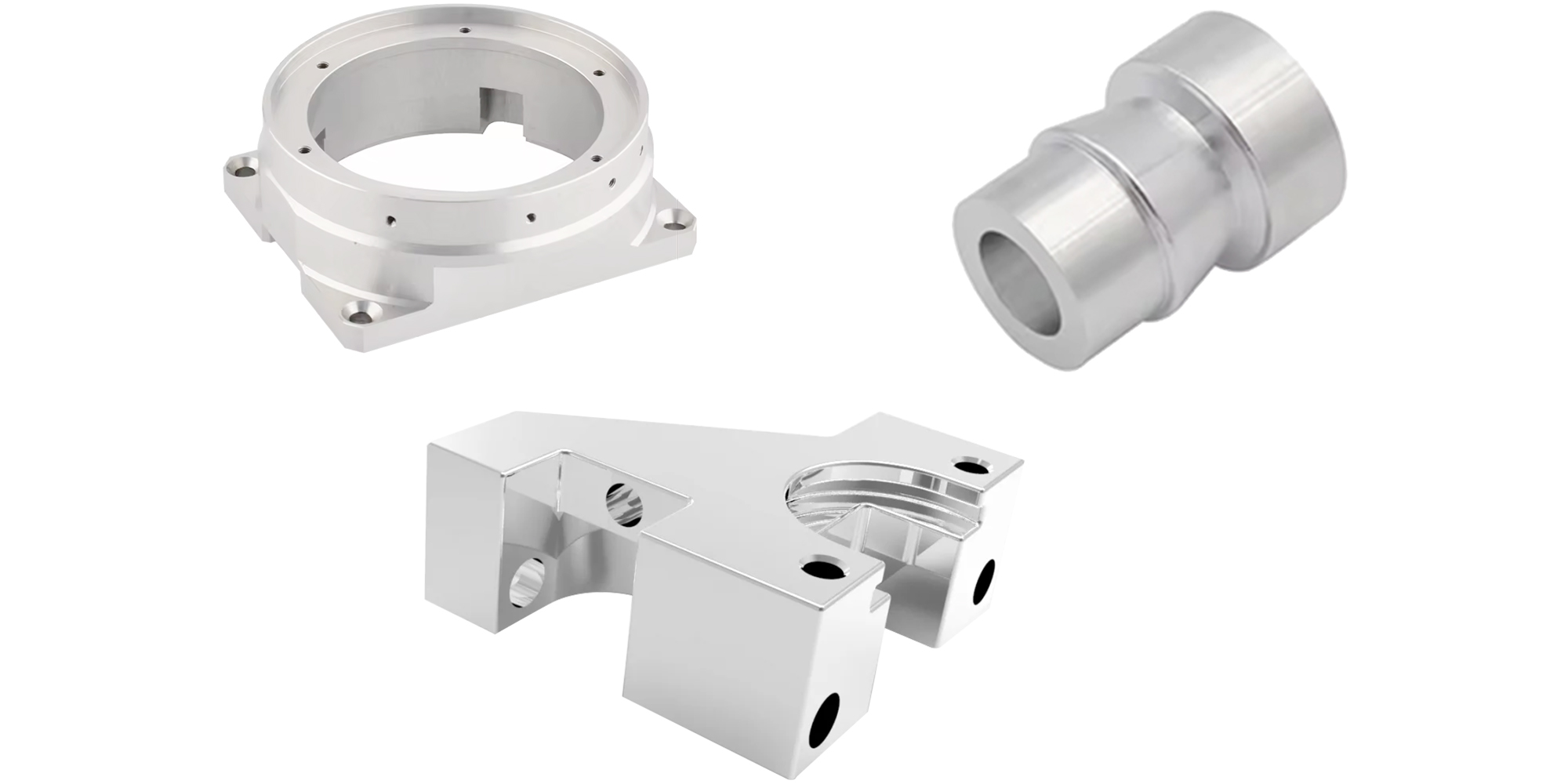
CNC Magnesium Teile und Zubehör
Diese Beispiele verdeutlichen die Schlüsselrolle von CNC-gefertigten Magnesiumteilen bei der Verbesserung von Leistung und Funktionalität in verschiedenen anspruchsvollen Sektoren.
Chemische Zusammensetzung von Magnesiumlegierungen
Diese Tabelle gibt einen knappen Überblick über die primären Legierungselemente in jeder Magnesiumlegierung, die für das Verständnis ihrer grundlegenden Eigenschaften und ihrer Eignung für verschiedene Anwendungen in der CNC-Bearbeitung entscheidend sind.
| Magnesium-Legierung | Zusammensetzung |
|---|---|
| AZ31B | Mg-3% Al, 1% Zn, 0,3% Mn |
| AZ91D | Mg-9% Al, 1% Zn, 0,2% Mn |
| AM60B | Mg-6% Al, 0,5% Mn |
| WE43 | Mg-Yttrium-Seltene Erden-Zr |
| ZE41 | Mg-4% Zn, 1% Seltene Erden (hauptsächlich Cerium), 0,7% Zr |
Mechanische Schlüsseleigenschaften von Zerspanungslegierungen
Diese Tabelle wurde unter Verwendung von allgemein referenzierten Daten für diese Legierungen erstellt und bietet eine zuverlässige Grundlage für die Materialauswahl bei technischen Projekten, die eine CNC-Bearbeitung von Magnesiumlegierungen beinhalten.
| Magnesium-Legierung | Dichte (g/cm³) | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Dehnung (%) | Härte (HB) |
|---|---|---|---|---|---|
| AZ31B | 1.78 | 240 | 160 | 15 | 65 |
| AZ91D | 1.81 | 290 | 250 | 3 | 70 |
| AM60B | 1.80 | 235 | 130 | 8 | 60 |
| WE43 | 1.84 | 280 | 180 | 8 | 75 |
| ZE41 | 1.83 | 250 | 140 | 6 | 65 |
Verfahren zur CNC-Bearbeitung von Magnesium
Bei Angebot für die Bearbeitung, we elevate CNC machining of copper to new heights, offering tailored CNC turning and CNC milling solutions that empower you, our engineering and design partners, to push the boundaries of innovation and precision.
CNC-Drehen
CNC-Drehen ist ein schnelles und genaues Verfahren zur Formgebung von Magnesium. Bei diesem Verfahren dreht sich das Metall, während ein feststehendes Werkzeug es in Form schneidet. Magnesium ist leicht, so dass wir es schnell und effizient drehen können. Allerdings kann Magnesium beim Schneiden leicht Feuer fangen. Um dies zu vermeiden, verwenden wir spezielle Kühlmethoden, die die Hitze kontrollieren und die winzigen Späne, die sich vom Metall lösen, sicher behandeln.
CNC-Fräsen
Beim CNC-Fräsen werden mit Hilfe von Rotationswerkzeugen detaillierte Formen aus einem Magnesiumblock herausgearbeitet. Diese Methode eignet sich hervorragend für die schnelle Herstellung komplexer Designs, da Magnesium leicht zu schneiden ist. Wie beim Drehen bedeutet die Brandgefahr bei Magnesium, dass wir sorgfältig mit der Hitze umgehen müssen. Wir verwenden beim Fräsen Kühlmittel, um alles sicher und glatt zu halten.
Oberflächenveredelung für CNC-Kupferteile
Die Oberflächenbeschaffenheit von CNC-Magnesiumteilen variiert stark, je nach Anwendung, Funktionalität und ästhetischen Anforderungen.
Das am einfachsten zu bearbeitende Kupfer ist im Allgemeinen Kupfer 110, auch bekannt als ETP-Kupfer (Electrolytic Tough Pitch). Es hat eine IACS-Leitfähigkeit von 100%, ist sehr dehnbar und nicht so hart wie andere Kupferlegierungen, wodurch es sich mit CNC-Bearbeitungsmethoden leichter schneiden und formen lässt. Dies macht Kupfer 110 zu einer beliebten Wahl in Branchen, die hohe Präzision und leichte Bearbeitbarkeit erfordern.
Bei der CNC-Bearbeitung von Kupfer, insbesondere von gängigen Legierungen wie Kupfer 110, können die Geschwindigkeiten und Vorschübe je nach Art der Bearbeitung, des Werkzeugmaterials und der spezifischen Einrichtung variieren. Im Folgenden finden Sie jedoch einige allgemeine Richtlinien, die Ihnen bei der Einrichtung Ihrer CNC-Maschine für die Kupferbearbeitung helfen können:
Geschwindigkeiten und Vorschübe für Kupfer (allgemeine Richtlinien)
Drehen von Kupfer:
Schnittgeschwindigkeit: 600 bis 800 Fuß pro Minute (ft/min)
Vorschubgeschwindigkeit: 0,004 bis 0,012 Zoll pro Umdrehung (in/rev)
Kupfer fräsen:
Schnittgeschwindigkeit: 400 bis 700 ft/min
Vorschubgeschwindigkeit: 0,002 bis 0,006 Zoll pro Zahn (in/tooth)
Zu berücksichtigende Faktoren
Werkzeugmaterial: Werkzeuge aus Hartmetall werden in der Regel wegen ihrer Härte und Verschleißfestigkeit bevorzugt und ermöglichen höhere Schnittgeschwindigkeiten und Vorschübe.
Kühlmittel: Die Verwendung eines Kühlmittels wird empfohlen, um eine Überhitzung des Werkzeugs zu vermeiden und ein gutes Finish zu gewährleisten. Kupfer ist ein Material, das dazu neigt, während der Bearbeitung viel Wärme zu erzeugen.
Spankontrolle: Eine gute Spankontrolle ist von entscheidender Bedeutung, da Kupfer ein duktiles Material ist und lange, fadenförmige Späne erzeugen kann.
Empfehlungen
Beginnen Sie mit konservativen Geschwindigkeiten und erhöhen Sie diese schrittweise je nach Werkzeugverschleiß und gewünschter Oberflächengüte.
Überprüfen Sie das Werkzeug regelmäßig auf Verschleiß und passen Sie die Schnittparameter an, um die Standzeit des Werkzeugs und die Oberflächengüte zu optimieren.
Beachten Sie immer die Empfehlungen des Werkzeugherstellers für spezifische Details zu Geschwindigkeiten und Vorschüben für verschiedene Werkzeugtypen und Kupferlegierungen.
Diese Parameter dienen als Ausgangspunkt. Es ist wichtig, sie auf der Grundlage der spezifischen Details Ihrer CNC-Maschine, der Werkzeugausstattung und der Eigenschaften der Kupferlegierung zu optimieren. Anpassungen können aufgrund von Echtzeitbeobachtungen und -ergebnissen während des Bearbeitungsprozesses erforderlich sein.