Serviços de maquinagem de precisão em magnésio
Experimente a precisão de topo com as nossas técnicas avançadas de maquinagem de magnésio, concebidas para satisfazer as exigências rigorosas das indústrias aeroespacial, automóvel e tecnológica.
Prós e contras das peças CNC em magnésio
| Liga de magnésio | Prós | Contras | Norma ASTM |
|---|---|---|---|
| AZ31B | Leve com elevada resistência; Boa soldabilidade e maquinabilidade; Moderada resistência à corrosão | Maior risco de ignição; menor resistência ao desgaste; desempenho limitado a altas temperaturas | ASTM B90/B90M |
| AZ91D | Elevada resistência e excelentes propriedades de fundição; Boa resistência à corrosão; Adequado para formas complexas | Menor ductilidade em comparação com as ligas não fundidas; preocupações com a inflamabilidade durante a maquinagem | ASTM B94 |
| AM60B | Elevada resistência ao impacto; Boas propriedades de fundição; Resistência e dureza moderadas | Menor resistência à fluência; Desempenho reduzido a altas temperaturas | Frequentemente abrangido pela norma ASTM B90 para algumas formas, mas principalmente uma liga de fundição sem uma norma ASTM específica para todas as formas |
| WE43 | Alta resistência, especialmente a temperaturas elevadas; Boa resistência à corrosão e soldabilidade; Adequado para aplicações a altas temperaturas | Custos de processamento mais elevados; mais difícil de maquinar | ASTM B80 |
| ZE41 | Excelentes propriedades de fundição e mecânicas; Boa resistência ao choque e à corrosão; Adequado para fundições complexas | Mais suscetível de diminuir o desempenho a altas temperaturas; resistência e dureza relativamente inferiores | ASTM B80 |
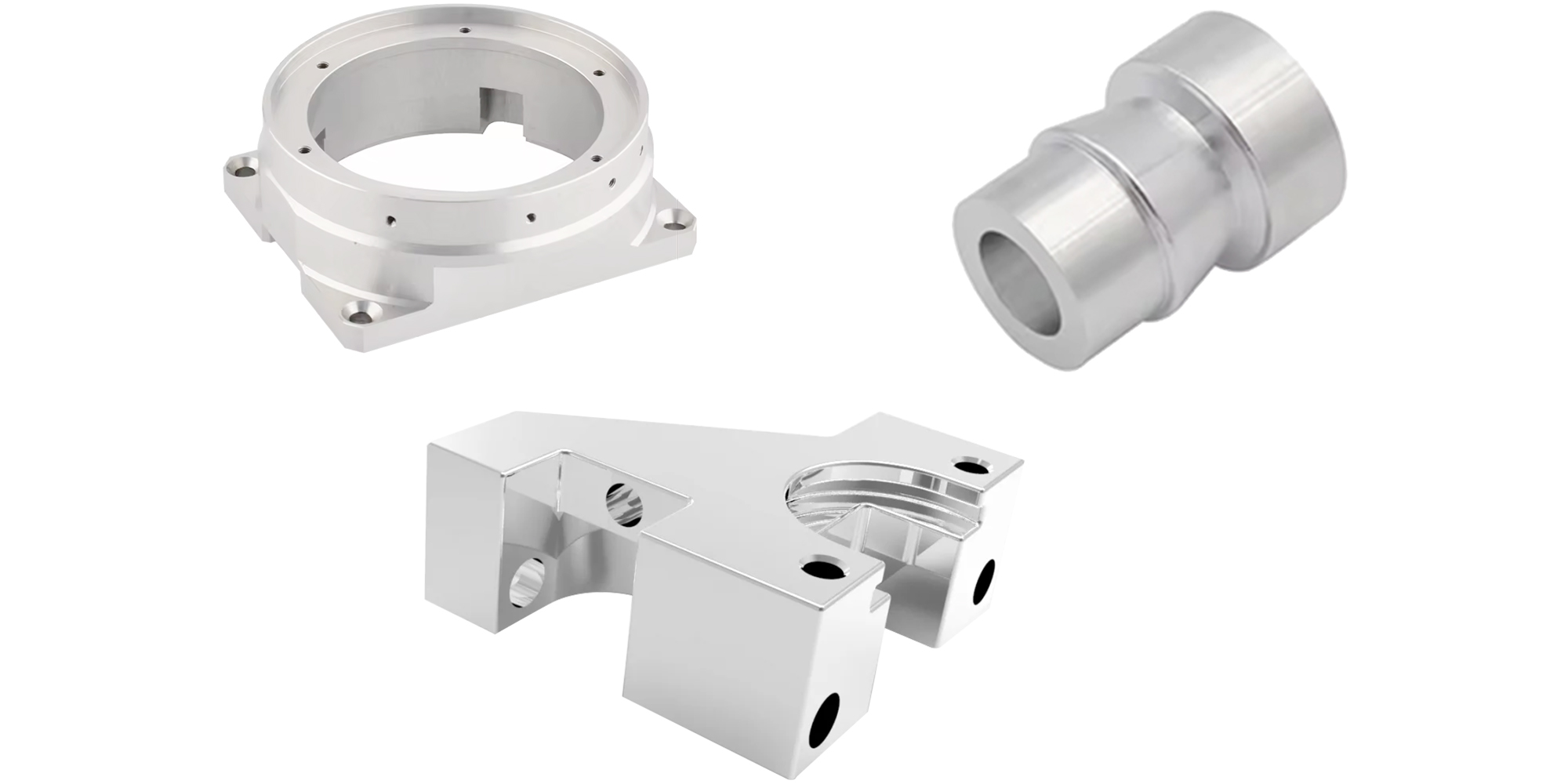
Peças e acessórios de magnésio CNC
Estes exemplos realçam o papel fundamental das peças de magnésio maquinadas por CNC no aumento do desempenho e da funcionalidade em vários sectores de elevada procura.
Composição química das ligas de magnésio
Esta tabela fornece uma visão geral concisa dos principais elementos de liga em cada liga de magnésio, crucial para a compreensão das suas propriedades fundamentais e adequação a várias aplicações na maquinagem CNC.
| Liga de magnésio | Composição |
|---|---|
| AZ31B | Mg-3% Al, 1% Zn, 0,3% Mn |
| AZ91D | Mg-9% Al, 1% Zn, 0,2% Mn |
| AM60B | Mg-6% Al, 0,5% Mn |
| WE43 | Mg-Terra rara de ítrio-Zr |
| ZE41 | Mg-4% Zn, 1% Terras raras (principalmente cério), 0,7% Zr |
Principais propriedades mecânicas das ligas de maquinagem
Esta tabela foi criada utilizando dados de referência comuns para estas ligas, o que fornece uma base fiável para a seleção de materiais em projectos de engenharia que envolvam a maquinação CNC de ligas de magnésio.
| Liga de magnésio | Densidade (g/cm³) | Resistência à tração (MPa) | Resistência ao escoamento (MPa) | Alongamento (%) | Dureza (HB) |
|---|---|---|---|---|---|
| AZ31B | 1.78 | 240 | 160 | 15 | 65 |
| AZ91D | 1.81 | 290 | 250 | 3 | 70 |
| AM60B | 1.80 | 235 | 130 | 8 | 60 |
| WE43 | 1.84 | 280 | 180 | 8 | 75 |
| ZE41 | 1.83 | 250 | 140 | 6 | 65 |
Processo de maquinagem CNC de magnésio
No Orçamento de maquinagem, we elevate CNC machining of copper to new heights, offering tailored CNC turning and CNC milling solutions that empower you, our engineering and design partners, to push the boundaries of innovation and precision.
Torneamento CNC
O torneamento CNC é uma forma rápida e precisa de moldar o magnésio. Neste processo, o metal gira enquanto uma ferramenta fixa o corta para lhe dar forma. O magnésio é leve, o que nos permite torná-lo rápida e eficientemente. No entanto, o magnésio pode incendiar-se facilmente quando cortado. Para o evitar, utilizamos métodos de arrefecimento especiais que controlam o calor e tratam com segurança as pequenas lascas que se desprendem do metal.
Fresagem CNC
A fresagem CNC esculpe formas pormenorizadas a partir de um bloco de magnésio utilizando ferramentas giratórias. Este método é ótimo para criar rapidamente desenhos complexos porque o magnésio é fácil de cortar. Tal como no torneamento, o risco de incêndio com o magnésio significa que temos de gerir cuidadosamente o calor. Utilizamos líquidos de refrigeração no processo de fresagem para manter tudo seguro e suave.
Acabamentos de superfície para peças de cobre CNC
Os acabamentos de superfície para peças de magnésio CNC variam muito, dependendo da aplicação, funcionalidade e requisitos estéticos.
O cobre mais fácil de maquinar é geralmente reconhecido como Copper 110, também conhecido como Electrolytic Tough Pitch (ETP) Copper. Tem uma condutividade de 100% IACS, é muito dúctil e não é tão duro como outras ligas de cobre, o que facilita o corte e a modelação utilizando métodos de maquinagem CNC. Isto faz com que o Cobre 110 seja uma escolha popular em indústrias que exigem alta precisão e fácil maquinabilidade.
Para a maquinagem CNC de cobre, especialmente de ligas comuns como o Cobre 110, as velocidades e os avanços podem variar com base no tipo de operação de maquinagem, no material da ferramenta e na configuração específica. No entanto, aqui estão algumas directrizes gerais que podem ajudá-lo a começar a configurar a sua máquina CNC para maquinação de cobre:
Velocidades e alimentações para o cobre (orientações gerais)
Transformar o cobre:
Velocidade de corte: 600 a 800 pés por minuto (pés/min)
Taxa de alimentação: 0,004 a 0,012 polegadas por rotação (in/rev)
Fresagem de cobre:
Velocidade de corte: 400 a 700 pés/min
Taxa de avanço: 0,002 a 0,006 polegadas por dente (in/dente)
Factores a considerar
Material da ferramenta: As ferramentas de metal duro são normalmente preferidas pela sua dureza e resistência ao desgaste, permitindo velocidades de corte e avanços mais elevados.
Refrigerante: Recomenda-se a utilização de um líquido de arrefecimento para evitar o sobreaquecimento da ferramenta e para garantir um bom acabamento. O cobre é um material que tende a gerar muito calor durante a maquinagem.
Controlo das aparas: As boas práticas de controlo de aparas são cruciais, uma vez que o cobre é um material dúctil e pode produzir aparas longas e fibrosas.
Recomendações
Comece com velocidades conservadoras e aumente gradualmente com base no desgaste da ferramenta e no acabamento de superfície desejado.
Verifique regularmente o desgaste da ferramenta e ajuste os parâmetros de corte para otimizar a vida útil da ferramenta e o acabamento.
Consulte sempre as recomendações do fabricante da ferramenta para obter detalhes específicos sobre velocidades e avanços para diferentes tipos de ferramentas e ligas de cobre.
Estes parâmetros servem como ponto de partida. É essencial optimizá-los com base nos detalhes específicos da sua máquina CNC, na configuração das ferramentas e nas características da liga de cobre. Podem ser necessários ajustes com base em observações e resultados em tempo real durante o processo de maquinagem.