Tarkkuusmagnesiumin työstöpalvelut
Koe huipputarkkuus kehittyneillä magnesiumin työstötekniikoillamme, jotka on räätälöity vastaamaan ilmailu- ja avaruusteollisuuden, autoteollisuuden ja teknologiateollisuuden tiukkoja vaatimuksia.
Magnesiumin CNC-osien hyvät ja huonot puolet
| Magnesiumseos | Plussaa | Miinukset | ASTM-standardi |
|---|---|---|---|
| AZ31B | Kevyt ja luja; hyvä hitsattavuus ja työstettävyys; kohtalainen korroosionkestävyys. | Suurempi syttymisriski; heikompi kulutuskestävyys; rajoitettu suorituskyky korkeissa lämpötiloissa. | ASTM B90/B90M |
| AZ91D | Korkea lujuus ja erinomaiset valuominaisuudet; hyvä korroosionkestävyys; soveltuu monimutkaisiin muotoihin. | Alhaisempi sitkeys verrattuna muuhun kuin valuseoksiin; syttyvyysongelmat työstön aikana. | ASTM B94 |
| AM60B | Suuri iskunkestävyys; hyvät valuominaisuudet; kohtalainen lujuus ja kovuus. | Heikompi virumiskestävyys; heikompi suorituskyky korkeissa lämpötiloissa. | Kuuluu usein ASTM B90:n soveltamisalaan joidenkin muotojen osalta, mutta on ensisijaisesti valuseos, jolla ei ole erityistä ASTM-standardia kaikkia muotoja varten. |
| WE43 | Korkea lujuus, erityisesti korkeissa lämpötiloissa; hyvä korroosionkestävyys ja hitsattavuus; soveltuu korkeissa lämpötiloissa käytettäviin sovelluksiin | Korkeammat käsittelykustannukset; vaikeampi työstää | ASTM B80 |
| ZE41 | Erinomaiset valu- ja mekaaniset ominaisuudet; Hyvä iskun- ja korroosionkestävyys; Soveltuu monimutkaisiin valukappaleisiin. | Alttiimpia suorituskyvyn heikkenemiselle korkeissa lämpötiloissa; Suhteellisesti alhaisempi lujuus ja kovuus. | ASTM B80 |
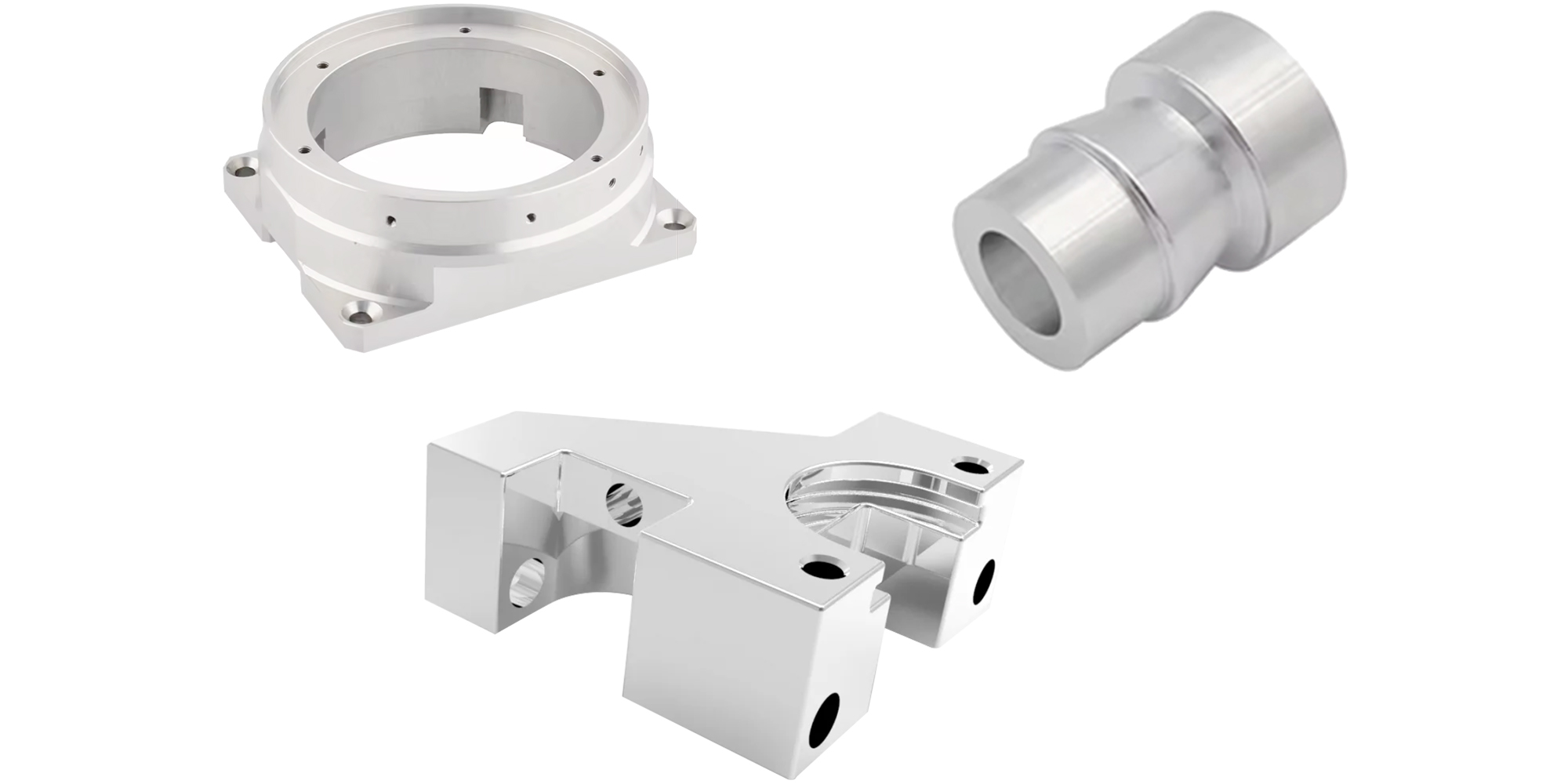
CNC-magnesiumosat ja -tarvikkeet
Nämä esimerkit korostavat CNC-työstettyjen magnesiumosien keskeistä roolia suorituskyvyn ja toiminnallisuuden parantamisessa eri korkean kysynnän aloilla.
Magnesiumseosten kemiallinen koostumus
Tässä taulukossa esitetään tiivis katsaus kunkin magnesiumseoksen ensisijaisiin seosaineisiin, jotka ovat ratkaisevan tärkeitä, jotta voidaan ymmärtää niiden perusominaisuuksia ja soveltuvuutta CNC-työstön eri sovelluksiin.
| Magnesiumseos | Koostumus |
|---|---|
| AZ31B | Mg-3% Al, 1% Zn, 0,3% Mn. |
| AZ91D | Mg-9% Al, 1% Zn, 0,2% Mn. |
| AM60B | Mg-6% Al, 0,5% Mn |
| WE43 | Mg-Yttrium harvinainen maametalli-Zr |
| ZE41 | Mg-4% Zn, 1% Harvinaiset maametallit (lähinnä Cerium), 0,7% Zr. |
Koneistusseosten tärkeimmät mekaaniset ominaisuudet
Tämä taulukko on laadittu käyttäen näitä seoksia koskevia yleisesti viitattuja tietoja, jotka tarjoavat luotettavan perustan materiaalin valinnalle suunnitteluprojekteissa, joihin liittyy magnesiumseosten CNC-työstöä.
| Magnesiumseos | Tiheys (g/cm³) | Vetolujuus (MPa) | Myötölujuus (MPa) | Pidennys (%) | Kovuus (HB) |
|---|---|---|---|---|---|
| AZ31B | 1.78 | 240 | 160 | 15 | 65 |
| AZ91D | 1.81 | 290 | 250 | 3 | 70 |
| AM60B | 1.80 | 235 | 130 | 8 | 60 |
| WE43 | 1.84 | 280 | 180 | 8 | 75 |
| ZE41 | 1.83 | 250 | 140 | 6 | 65 |
Magnesiumin CNC-työstöprosessi
klo Koneistus lainaus, we elevate CNC machining of copper to new heights, offering tailored CNC turning and CNC milling solutions that empower you, our engineering and design partners, to push the boundaries of innovation and precision.
CNC-sorvaus
CNC-sorvaus on nopea ja tarkka tapa muotoilla magnesiumia. Tässä prosessissa metalli pyörii, kun kiinteä työkalu leikkaa sitä muotoonsa. Magnesium on kevyttä, joten voimme sorvata sitä nopeasti ja tehokkaasti. Magnesium voi kuitenkin syttyä helposti tuleen leikattaessa. Tämän välttämiseksi käytämme erityisiä jäähdytysmenetelmiä, jotka hallitsevat lämpöä ja käsittelevät turvallisesti metallista irtoavat pienet lastut.
CNC-jyrsintä
CNC-jyrsintä veistää magnesiumlohkosta yksityiskohtaisia muotoja pyörivillä työkaluilla. Tämä menetelmä sopii erinomaisesti monimutkaisten mallien valmistamiseen nopeasti, koska magnesiumia on helppo leikata. Kuten sorvauksessa, myös magnesiumissa on tulipalon vaara, joten lämpöä on hallittava huolellisesti. Käytämme jyrsinnässä jäähdytysnesteitä, jotta kaikki pysyy turvallisena ja tasaisena.
Pintakäsittelyt CNC-kupariosille
CNC-magnesiumosien pintakäsittelyt vaihtelevat suuresti sovelluksesta, toiminnallisuudesta ja esteettisistä vaatimuksista riippuen.
Helpoiten työstettäväksi kupariksi tunnustetaan yleisesti Copper 110, joka tunnetaan myös nimellä Electrolytic Tough Pitch (ETP) Copper. Sen IACS-johtavuus on 100%, se on erittäin sitkeää eikä niin kovaa kuin muut kupariseokset, joten sitä on helpompi leikata ja muotoilla CNC-työstömenetelmillä. Tämä tekee Copper 110:stä suositun valinnan teollisuudenaloilla, joilla vaaditaan suurta tarkkuutta ja helppoa työstettävyyttä.
Kuparin, erityisesti yleisten seosten, kuten Copper 110:n, CNC-työstössä nopeudet ja syötöt voivat vaihdella työstötyypin, työkalumateriaalin ja erityisasetusten mukaan. Seuraavassa on kuitenkin joitakin yleisiä ohjeita, jotka voivat auttaa sinua aloittamaan CNC-koneen asettamisen kuparin työstöä varten:
Kuparin nopeudet ja syötöt (yleiset suuntaviivat)
Kuparin kääntäminen:
Leikkausnopeus: 600-800 jalkaa minuutissa (ft/min)
Syöttönopeus: 0,004-0,012 tuumaa per kierros (in/rev).
Kuparin jyrsintä:
Leikkausnopeus: 400 - 700 ft/min
Syöttönopeus: 0,002-0,006 tuumaa per hammas (in/hammas).
Huomioon otettavat tekijät
Työkalun materiaali: Karbidityökaluja suositaan yleensä niiden kovuuden ja kulutuskestävyyden vuoksi, mikä mahdollistaa suuremmat leikkuunopeudet ja syötöt.
Jäähdytysneste: Työkalun ylikuumenemisen estämiseksi ja hyvän viimeistelyn varmistamiseksi suositellaan jäähdytysnesteen käyttöä. Kupari on materiaali, jolla on taipumus kehittää paljon lämpöä työstön aikana.
Sirun ohjaus: Hyvät lastunhallintakäytännöt ovat ratkaisevan tärkeitä, koska kupari on sitkeää materiaalia ja voi tuottaa pitkiä, säikeisiä lastuja.
Suositukset
Aloita varovaisilla nopeuksilla ja lisää niitä vähitellen työkalun kulumisen ja halutun pintakäsittelyn perusteella.
Tarkista säännöllisesti työkalun kuluminen ja säädä leikkausparametrit työkalun käyttöiän ja viimeistelyn optimoimiseksi.
Katso aina työkalun valmistajan suositukset, joista saat tarkat tiedot eri työkalutyyppien ja kupariseosten nopeuksista ja syötöistä.
Nämä parametrit toimivat lähtökohtana. On tärkeää optimoida ne CNC-koneesi, työkalujen asetusten ja kupariseoksen ominaisuuksien perusteella. Säädöt saattavat olla tarpeen reaaliaikaisten havaintojen ja tulosten perusteella työstöprosessin aikana.