Precision Magnesium Machining Services
Experience top-tier precision with our advanced magnesium machining techniques, tailored to meet the stringent demands of aerospace, automotive, and tech industries.
Pros and Cons of Magnesium CNC Parts
| Magnesium Alloy | Pros | Cons | ASTM Standard |
|---|---|---|---|
| AZ31B | Lightweight with high strength; Good weldability and machinability; Moderate corrosion resistance | Higher risk of ignition; Lower wear resistance; Limited high-temperature performance | ASTM B90/B90M |
| AZ91D | High strength and excellent casting properties; Good corrosion resistance; Suitable for complex shapes | Lower ductility compared to non-casting alloys; Flammability concerns during machining | ASTM B94 |
| AM60B | High impact toughness; Good casting properties; Moderate strength and hardness | Lower creep resistance; Reduced performance at high temperatures | Often covered under ASTM B90 for some forms, but primarily a casting alloy without a specific ASTM standard for all forms |
| WE43 | High strength, especially at elevated temperatures; Good corrosion resistance and weldability; Suitable for high-temperature applications | Higher processing costs; More difficult to machine | ASTM B80 |
| ZE41 | Excellent casting and mechanical properties; Good shock and corrosion resistance; Suitable for complex castings | More susceptible to performance decline at high temperatures; Relatively lower strength and hardness | ASTM B80 |
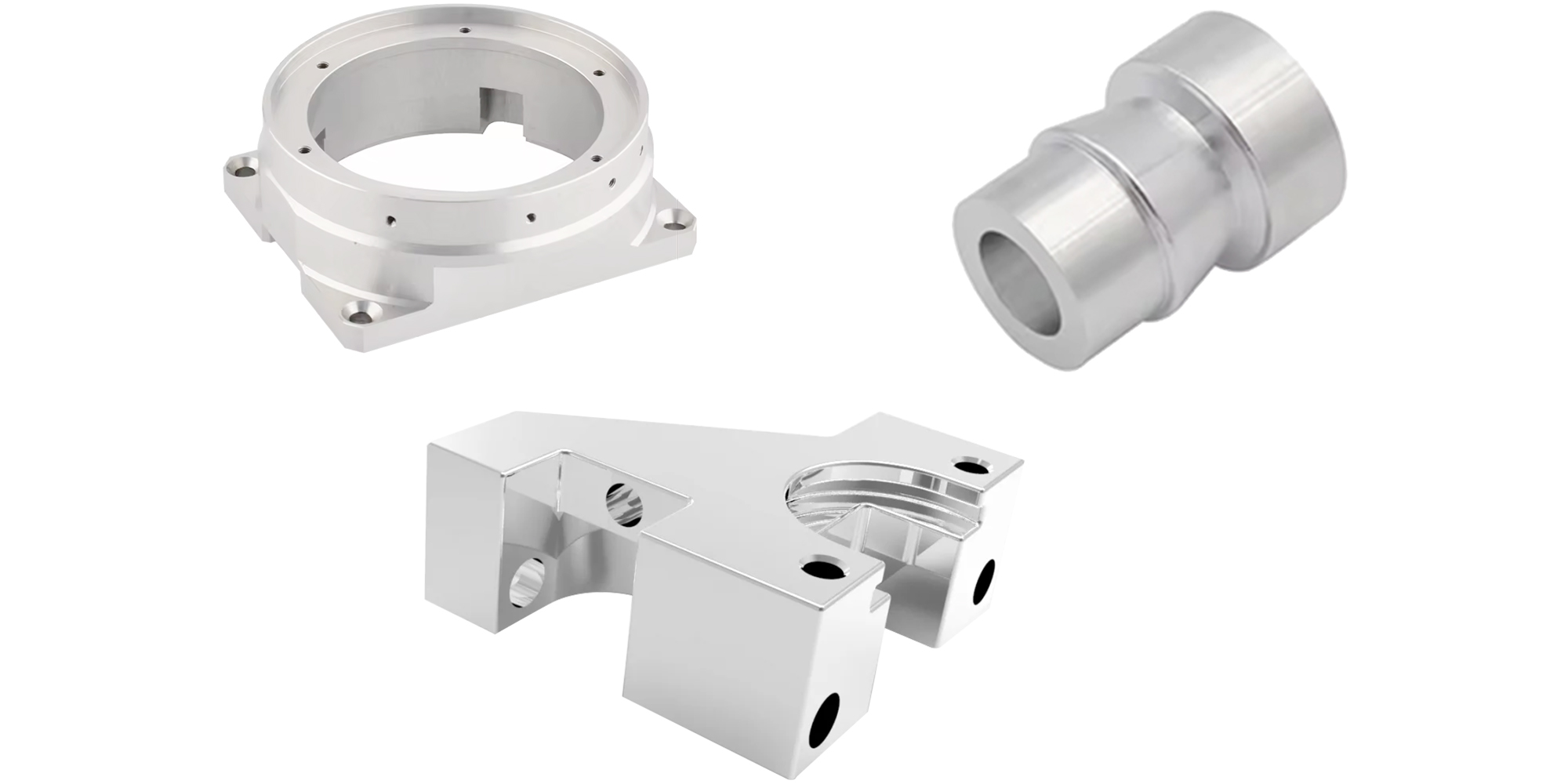
CNC Magnesium Parts and Accessories
These examples highlight the key roles of CNC machined magnesium parts in enhancing performance and functionality in various high-demand sectors.
Chemical Composition of Magnesium Alloys
This table provides a concise overview of the primary alloying elements in each magnesium alloy, crucial for understanding their fundamental properties and suitability for various applications in CNC machining.
| Magnesium Alloy | Composition |
|---|---|
| AZ31B | Mg-3% Al, 1% Zn, 0.3% Mn |
| AZ91D | Mg-9% Al, 1% Zn, 0.2% Mn |
| AM60B | Mg-6% Al, 0.5% Mn |
| WE43 | Mg-Yttrium rare earth-Zr |
| ZE41 | Mg-4% Zn, 1% Rare earths (mostly Cerium), 0.7% Zr |
Key Mechanical Properties of Machining Alloys
This table is created using commonly referenced data for these alloys, which provides a reliable basis for material selection in engineering projects involving CNC machining of magnesium alloys.
| Magnesium Alloy | Density (g/cm³) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HB) |
|---|---|---|---|---|---|
| AZ31B | 1.78 | 240 | 160 | 15 | 65 |
| AZ91D | 1.81 | 290 | 250 | 3 | 70 |
| AM60B | 1.80 | 235 | 130 | 8 | 60 |
| WE43 | 1.84 | 280 | 180 | 8 | 75 |
| ZE41 | 1.83 | 250 | 140 | 6 | 65 |
Process of CNC Machining Magnesium
At Machining Quote, we elevate CNC machining of copper to new heights, offering tailored CNC turning and CNC milling solutions that empower you, our engineering and design partners, to push the boundaries of innovation and precision.
CNC Turning
CNC turning is a fast and accurate way to shape magnesium. In this process, the metal spins while a fixed tool cuts it into shape. Magnesium is light, which lets us turn it quickly and efficiently. However, magnesium can catch fire easily when cut. To avoid this, we use special cooling methods that control heat and handle the tiny chips that come off the metal safely.
CNC Milling
CNC milling carves detailed shapes out of a block of magnesium using spinning tools. This method is great for making complex designs quickly because magnesium is easy to cut. Like in turning, the risk of fire with magnesium means we must carefully manage heat. We use coolants in the milling process to keep everything safe and smooth.
Surface Finishes For CNC Copper Parts
Surface finishes for CNC magnesium parts vary widely, depending on the application, functionality, and aesthetic requirements.
The easiest copper to machine is generally recognized as Copper 110, also known as Electrolytic Tough Pitch (ETP) Copper. It has a 100% IACS conductivity, is very ductile, and not as hard as other copper alloys, making it easier to cut and shape using CNC machining methods. This makes Copper 110 a popular choice in industries requiring high precision and easy machinability.
For CNC machining of copper, especially common alloys like Copper 110, the speeds and feeds can vary based on the type of machining operation, tool material, and the specific setup. However, here are some general guidelines that can help you start with setting up your CNC machine for machining copper:
Speeds and Feeds for Copper (General Guidelines)
Turning Copper:
Cutting Speed: 600 to 800 feet per minute (ft/min)
Feed Rate: 0.004 to 0.012 inches per revolution (in/rev)
Milling Copper:
Cutting Speed: 400 to 700 ft/min
Feed Rate: 0.002 to 0.006 inches per tooth (in/tooth)
Factors to Consider
Tool Material: Carbide tools are typically preferred for their hardness and wear resistance, allowing for higher cutting speeds and feeds.
Coolant: Use of a coolant is recommended to prevent the tool from overheating and to ensure a good finish. Copper is a material that tends to generate a lot of heat during machining.
Chip Control: Good chip control practices are crucial since copper is a ductile material and can produce long, stringy chips.
Recommendations
Start with conservative speeds and gradually increase based on the tool wear and desired surface finish.
Regularly check the tool for wear and adjust the cutting parameters to optimize tool life and finish.
Always refer to the tool manufacturer’s recommendations for specific details on speeds and feeds for different tool types and copper alloys.
These parameters serve as a starting point. It’s essential to optimize them based on the specific details of your CNC machine, tooling setup, and copper alloy characteristics. Adjustments may be needed based on real-time observations and results during the machining process.